
 PR
PR2026.04.07
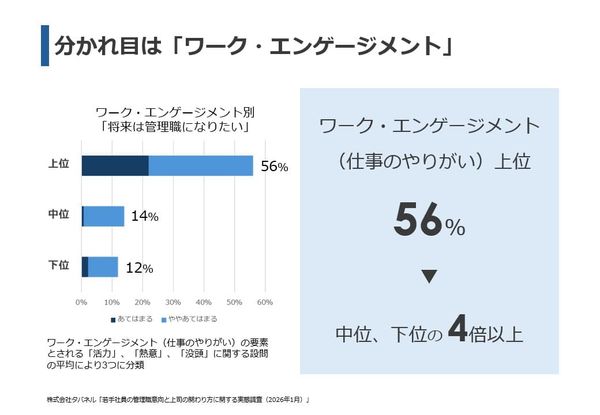
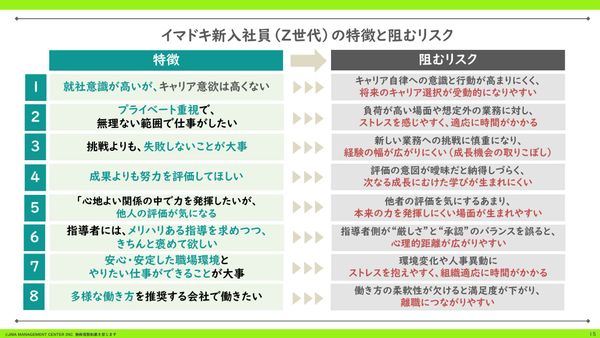
若手社員の7割が「管理職になりたい」を選ばない 調査でわかった課題と打開策
既存設備へのIoT取組事例紹介(全1記事)
コピーリンクをコピー
ブックマーク記事をブックマーク
桧作秀文氏(以下、桧作):ただいまご紹介にあずかりました、東芝機械材料加工事業部の桧作秀文と申します。本日は既存設備へのIoT取組事例紹介ということで発表をさせていただきます。これだけ多くの方の前で話す機会もそうございませんので、非常に緊張しておりますけれども、みなさまよろしくお願いいたします。
それではさっそく自己紹介から始めさせていただきます。私は東芝機械に入社してからほとんどが生産技術に携わってきた会社員人生のため、今日の発表も生産技術視点での発表ということになりますので、ご承知いただければと思っております。
まずアジェンダです。東芝機械の紹介を最初にさせていただいて、そのあとにIoT取り組みのきっかけ、3番目に新たな取り組みとしまして「IoT+m」という当社のIoTに対する考え方をお話させていただきます。取り組み事例は、現場でどのようなかたちでIoTの活動をしているのかということを説明させていただきます。そして、今後の展望をまとめというかたちでご紹介させていただきます。
それではまず東芝機械の紹介からさせていただきます。当社は創業が1938年、現在79年経過している会社です。会社設立は1949年です。ということで、こちらも68年という歴史のある会社となっています。連結の売上高は2016年度で1,113億円。従業員数は連結で3,200名という会社です。
東芝機械グループの生産拠点は、国内には沼津、相模、御殿場工場。海外では上海、インド工場、タイ工場と、国内海外で3つずつの工場がございます。東芝機械のイメージが湧くように、VTRがございますのでそちらをご覧ください。
(映像が流れる)
ということで、当社は総合機械メーカーと説明をさせていただいております。というのも、当社の製品のラインナップとしまして、(スライドの)左下にある工作機械。こちらでは横中ぐり盤や大型の五面加工機、また立旋盤等をラインナップしています。

また上にあります成形機の関係ですと、押出成形機、ダイカストマシンというものがございます。それらの着脱・搬送に使うようなロボットも内製をしております。また、これらの機械の制御装置も内製ということで進めております。このようなかたちでお客様の期待を超える商品をワンストップで提供するというのが、我々、東芝機械の強みと考えております。
当社の商品とターゲットということで、まず上から射出成形機の関係は大型のドアトリム。今一体成形が非常に多くなっておりますが、ドアトリムやタブレットなどに使われるような導光板。大型から小型のものまで成形機でやっております。

ダイカストマシンではエンジンブロックや自動車の足回り部品、これらのような商品をターゲットとしています。
その次、押出成形機の関係になりますけれども、今電気自動車が非常に活況となっておりまして、リチウムイオン電池ですね。このリチウムイオン電池のセパレータフィルムを押出成形機で製造ができます。
ガラス成形機では、デジタルカメラ部品や、超精密加工機では小径のレンズ用金型等の製造が可能です。
また工作機械の関係になりますけれども、当社では自動車、航空機、エネルギー・建機、こちらの関係の部品加工をターゲットとしています。

また、産業用ロボットですね。当社商品の工作機械や射出成形機、ダイカストマシンや押出成形機、こちらの搬送ロボットまた多関節ロボットというところもラインナップしているという状況になります。
(スライドの)一番下になりますけれども、これが今日のメインとなるIoTの活用をしている鋳造部門・加工部門というところになります。こちらは次のページで説明したいと思います。

鋳造・加工部門は、我々材料加工事業部、私が所属している材料加工事業部となります。こちらの事業部では各製品BUと呼ばれる射出成形機、ダイカスト、工作機械、そして成形機と精密加工機、これら製品の主要構造物、コア部品を社内で素材から熱処理・機械加工まで行っているという事業部です。
大きく分けて2つ、鋳造部と機械加工がございます。こちらもこのあとIoTの説明をするにあたって、1分程度のVTRになりますけれどもご覧ください。
(映像流れる)
ということで、社内の製品BUの仕事と、我々が今まで培ってきた技術・技能を使って大物・高精度部品の素材から熱処理・機械加工までの受託加工も行っております。鋳造部の生産能力は月産で1,800トン。大物ですと57トンまで製造可能です。
また機械設備は五面加工機・横中ぐり盤・施盤・研削盤など合わせて計100台の機械が今のところ稼働しているという状況です。こちらの受託加工も承っておりますので、なにかお問い合わせがあれば当社ホームページの受託加工からお願いいたします。
それでは本題に入ってまいります。まずIoTの取り組みのきっかけです。きっかけは2つありまして、まずはきっかけ1です。きっかけ1に関しましては、結論から申しますと「作業が楽になるな」というのが、生産技術者からすると一番の感想です。

IoTというと機械にセンサを取り付けて、そのセンサの情報をネットワークをつなげて情報を収集して、その収集した情報をパソコンの中に取り込んで、分析解析してアウトプットを出していくということになります。それが自動でできるのがIoTです。ですので私がこの技術を知ったときにすぐ飛び付きまして、「これで改善のスピードが上がるな」と思ったのが一番最初のきっかけでございます。
少しおさらいしますと、我々の生産技術によりますと、生産性向上や原価低減が課題となります。まず最初に始めるのがやはり現状把握です。ワークサンプリングやタイムスタディですね。現場に出てストップウォッチを持って計測をする。また、ワークサンプリングと言って、頻繁に現場に出て観測をしながら、そのデータが蓄えられてくると精度がどんどん上がってくるというような瞬間観測法。こういうものをやって分析に移ります。
そもそも現状把握を間違ってしまうと当然分析も変わってきてしまうので、この現状把握に1ヶ月から3ヶ月くらいかけて精度を高めます。長いものですと1年くらい記録していかなければいけないということになります。
現状把握が終わったら、今度はIE手法による分析になります。IEはIndustrial Engineeringですね。IE手法というのは生産技術の中で使う手法ですけれども、工程分析、P-Q・P-MH分析、連合作業分析、ライン作業分析というものがございます。
P-Q・P-MH分析というのは、このようなかたちで、個数や金額を換算してコストを計算する。また(スライドの)右側の連合作業分析というものはMan-Machineチャートと呼ばれるもので人と機械の稼働がどうなっているのかというものをこのようなかたちで見える化をする分析でございます。
やはり1つのプロジェクトをやりますと、半年~1年くらいかかってしまうということなんですが、IoTの技術を活用することで、このような現状把握からIE手法までがすべて自動で行われるのではないのかということがまず一番のきっかけでした。「これで自分の仕事が楽になるな」と思ったのを今も覚えています。
そして、きっかけの2でございます。2つ目は工場の見える化や可視化というものは、我々も10年以上前から行ってきているわけでございますが、機械の稼働状況や品質状況、加工スケジュール、労働生産性や機械故障時間、無人運転、このようなKPIを常にイベントやプロジェクトごとに見えるようにしてきました。
しかしながら、そのデータはプロジェクトやイベントが終わるといつのまにかどこかに消えてしまって、そのうちに「ファイルがどこに保存されていたかわからない」「使いたいときに使えない」「結果として似たようなものをほかの人も作ってしまう」という無駄作業が発生していました。
せっかく数値化した情報が活かされていないという問題についても、IoTの技術を使えば改善ができると考えました。そして、我々はまずその情報を活かすためにIoTのインフラ整備というところから始めています。大型のディスプレイやネットワークカメラ、機械稼働計や電力監視計を現場に取り付けて、ネットワークを構築しました。
2番目に生産管理情報の一元化ということで、我々の材料加工事業部と各製品BUの生産管理、生産計画とネットワークを結んで情報の一元化を進めました。3つ目に現場の可視化、設備計画の可視化、機械のメンテの向上。このようなかたちでいろいろな見える化を進めてまいりました。
見えれば気づく、気付けば動く、動けば変化する、変化を見えるようにする。このサイクルを回すことで生産情報の見える化での生産向上への期待をして、このようなかたちでどんどん進めてきたわけでございます。
そこで「IoT+mコンセプト」というお話になります。少し振り返ってみますと、ドイツ発祥でインダストリー4.0という非常にインパクトの大きい話が製造業のほうにやってきました。このネーミングは素晴らしいなと思いましたけれども(笑)。第4次産業革命ですね。
それと時を同じくして、アメリカでもインダストリアル・インターネットというコンセプトが始まりました。少し遅れて日本でRRIやIVIの活動が進んできたということになります。今は中国、フランスも進めているということで、世界レベルでこのようなIoTの取り組みが進んでいる状況にあります。
そんな背景のなか、当社の中で我々も含めたIoTに対する各製品事業部の考え方をまとめてみました。一番上からになりますけれども、加工現場ですね。加工現場では機械の突発故障という問題がありますので、故障が起きる前に自動的に判断したいという要求。また工作機械のサービス部門からは予防保全の情報に基づいて、サービスパーツを仕込んでおきたい。お客様に迷惑をかけたくないということ。
また射出機器やダイカストマシンからは、海外サービスが受注の決め手になる場合があります。古い機械で採用の可能性がありますということで、各BUでもIoTに関しては必要不可欠だという意見がまとまりました。
総括いたしますと、やはりセンサで収集したデータに独自の知見やアクションを加えることで、機械のメンテナンス性が向上して顧客満足度の向上につながるということになりました。
そこで我々の目指すゴールは、IoTを活用した高品質なサービス、TMスマートソリューションを目指そうということになりました。TMというのは東芝機械、Toshiba Machineの略でございます。そしてIoTの推進事務局を技術・品質本部に設けて、全社統一して現在取り組んでいるところです。
そこでIoT+mのコンセプトということになります。こちらも映像で見ていただきたいと思います。こちらは3分30秒くらいのVTRになります。
(映像流れる)
ということで、我々は総合機械メーカーとして多種多様な機械の豊富な知識と経験がございます。また制御装置は自社開発をしておりますので、機械制御に密接したIoTの提案が可能でございます。長寿命な大型機械製品がございます。予防保全に適した豊富なサンプルがございまして、また自社内に加工現場があることで、それらのIoTの提案を社内で実証してお客様に提案することができます。
やはりIoTの事例を加工現場で実証して、IoT事例のパッケージ化をして自社製品への取り込みやお客様へサービスで提供できるということ。これが我々のIoTの強みということになります。
ここからは取り組み事例紹介ということで、我々の現場レベルのIoTの取り組みの紹介をさせていただきます。
まずはこちらも我々材料加工事業部のコンセプトということになりますけれども、やはり生産性が向上しないとIoTに取り組んでもなにも意味がないということになりますので、設備稼働情報や作業日報を今まで見える化してきたものとつないで、生産情報、保全情報、品質情報、経営情報、こういうものをすべて見える化。管理情報の見える化によって効率的な工場へ変革しようというのがコンセプトでございます。
そこで大きく分けて2つ、本日は製造現場の見える化と予知保全によるダウンタイムゼロ化というところを紹介したいと思います。まずは製造現場の見える化です。
(以降、デモ画面に沿って説明)
今、東芝機械の材料加工事業部ではこのようなかたちでモーションボードを使って、生産情報の見える化をしております。大きく分けて左側に現在の操業が見えております。こちらの左半分が操業になりますけれども、大きく分けて機械課全体の操業、そして班レベルの操業、そしてグループ単位の操業ということで。各セクションごとにそれぞれの進捗状況がわかるようにしております。
また右側は品質情報になりまして、不具合の件数や仕損金額がわかるようになっていて、不具合が発生するとここに最新のものが出てくるということですね。オペレーターからすると少し緊張感を持ってやっているということになります。これが課全体のダッシュボードということになります。
次は班長さんが管理するためのダッシュボードというものも用意してあります。やはり班長さんは非常に忙しいので、少しでも簡単に管理できるということで、こんなダッシュボードを作りました。
どの機械でなにを加工しているのかがわかるようになっていて、この信号の色で進捗が管理できるようになっています。これが班長さんが使うダッシュボードです。
またオペレーターもこのようなものを使って準備ができるという状況にしました。一番上に稼働チャートが見れるようになっていまして、今の予算工数に対して社内の今の実績工数がどのくらいなのかというもの。またマシンスケジュールも見られるようになっているので、次の品物はなにをするのかが見えるようになると、機械が稼働しながら次の準備もどんどん進められるという状況にしています。
(デモ画面ここまで)
そのほか、これは沼津工場のリアルタイムな稼働状況ということになります。これは決して監視に使うものではなくて週末に無人運転をかけて帰るのですが、それが間違いなく動いているかを確認するために作りました。
また、稼働チャートですね。こちらは100台の機械のうちの80台に付けております。特殊な機械を除いて80台に付けました。
これはのちほど説明しますけれども、NCの情報ですね。PLCから取られるデータをこのようなかたちで見える化をしております。また電力監視、こちらのキロワットアワーを金額換算して、いくら使っているのかというものが見えるようになっています。またそれのトレンドですね。今月いくら使っているかというものがこうなります。
また工作機械になりますと非常に温度も重要なファクターになりますので、温度管理もこのようなかたちでリアルタイムで見えるようにしております。これもしっかりトレンドを残して、不具合があった場合、精度に異常があった場合は、そのとき温度がどうだったんだろうということも見えるようにしてあります。
このようなかたちで我々もムダ排・生産性向上というものを現在生産現場で進めております。
続きまして、予知保全のほうに移りたいと思います。予知保全に関しましては、こちらもきっかけがございます。先ほど内面研削盤の映像を見てもらいましたが、その内面研削盤で工作機械の主軸を仕上げるにあたって、主軸の端面のところにビリというものが発生して面が仕上がらないということがありました。この機械自体は同じものが2台あるのでもう1台のほうで仕上げられるんですが、やはりいろいろな手間がかかります。
そこで機械課のAさんは「やはりいちいち端面だけ仕上げるために段取変えするのは無駄だ」という意見。また生産管理の人は「今、負荷がどんどん増えてきているから早く直してほしい」という依頼がありました。
しかしながら、工務部からしてみると、「工務部、間接部門で人が足りません。人員不足で人は回せない」という意見や、Dさんからは「非常に高精度な機械のために、バラし始めたら復旧がいつになるかわからない」という意見や、「やはりビリの原因というのは非常に微妙なところで、相当時間がかかるんじゃないか?」というような意見。工務部からしてみると少しネガティブな意見が多かったということになります。

そこでこの両者の意見を一致させるためには、やはり人手をかけず原因調査を済ませて、なおかつ、早急に復旧させたいというのが要求でございます。そこで我々の制御事業部で開発を進めておりました振動センサを試してみようということになりました。振動センサを、自社の中で簡単な3Dプリンタで箱を作りまして、その中に加速度センサを入れました。
内面研削盤の主軸端に3箇所と、あと可動部ですね。リニアガイドの近くに数ヶ所にこの振動センサを取り付けて、このようなかたちで見える化をしたわけです。

そうしますと、時間はかかりましたが、少なくとも人手はかけずに、このようなかたちで異常なところが発見されました。
リニアガイドのシール部が破損して、摺動するたびにそこがカタカタと動いて微妙な振動が機械の中で起きていたということがわかりました。これで一気に工務部の見解が、「故障部位が分かれば修理計画の精度が上がるね」と非常に前向きな見解に変わりました。
振動の監視をしていれば故障予知ができるのではないか。また、故障予知ができるようになると予備品の在庫が減りますよね。また、突発故障がなくなれば休暇も取りやすいということで、非常にモチベーションも上がって「これは使えるね」ということになりまして、いよいよセンサを大型工作機械につけることになりました。

大型の工作機械では、我々、五面加工機が11台ございましたけれども、1台あたり15個のセンサを取り付けまして、振動を見るようにしました。現在、これは開発当初の振動センサでございまして、今は新しいものがあります。後ほど説明をいたします。
それとこちらのNCの情報ですね。PLCから取ってきている情報も、下の画面のように、見える化をして、NC情報と振動センサの情報、両方で予知保全に取り組んでおります。

ただ、振動センサで少し気をつけないといけないのは、新しい設備に取り付けるのは問題なく取り付けられるのですが、やはり既存の設備につけようとすると、電源の配線が必要ということで、少し時間がかかります。
カバーを外して電源の配線をしなければならないだとか、機械を止めての作業になるためどうしても週末だけに限られてしまうということがあって、結局11台を取り付けるのに1.5ヶ月ぐらいはかかりました。しかしながら、それをつけると非常に有効なツールということが証明されたわけです。
機械はどうしても、故障をゼロにしたいのですが、どうしても突発故障ということがございます。そうしますと、稼働中に故障が起きると、そのあとに原因を追求して、部品をそこから手配して入手するまで非常に時間がかかって、ようやく来たら部品交換ということで、長い時間機械が停止する状況です。
それを事前に予知ができれば、先に部品を入手しておいて、その間に機械は問題なく動いているようにできる。部品が到着したら壊れる前に部品を交換するということで。このようなかたちで機械の停止時間をミニマムにできるということが、この予知保全活動の成果でございます。
実際に我々で起きた事例といたしまして、当社は工務部門でモニタリングしておりますが、振動センサのデータが異常値を示していたため、機械を確認したところギアの異常摩耗が発見されました。従来ですと突発的に故障が発生し、そこから部品を手配して製作・修理・交換と時間がかかっていたのですが、今回は機械が停止する前に予備品を手配し、機械が止められるタイミングで修理をしたため、機械停止期間は最短で済ませることができました。

予知保全活動の成果といたしまして、我々は2015年からスタートさせておりますけれども、そこから、2014年と比べると、現在、故障停止時間は約半減。また修理費も、これはメンテナンスすべて含んでおりますので半減まではいきませんけれども、やはり右肩下がりで現在下がっているという状況でございます。

この成果の原因といたしまして、まず1つは、当然故障する前にメンテナンスが可能になったということ。また、ムダな部品を持たなくなったということ。そして一番大きかったのは、間接的な効果ですけれども、油温上昇や風量の低下など、機械の状態が数値で管理されることによって、オペレータが非常に楽になったということがございます。
いつどこでどういう掃除をすればいいのかということがわかりましたので、今までは故障すると「メンテナンスをちゃんとやってないから」「掃除をちゃんとやってないから」という責められ方をする時もあったんですが、今はそういうこともなく、オペレーターも楽になったということで、予防保全の活動が活性化しております。
そこで振動センサの有効性が認められましたので、当社の制御事業部で「TMスマートセンサ」というものを開発いたしました。非常に広帯域ではなくて、安価なセンサシステムで簡単に始められるというのが、我々のTMスマートセンサの強みでございます。
実際に高精度の振動計測と比べても、非常に精密な診断をすれば故障の特定までは高精度振動計測でできるのですが、やはり簡単に安く済ませるということがTMスマートセンサで十分できるということが確認されました。故障の部位の特定まではできませんけれども、変化の予兆が捉えられるのがこのTMスマートセンサということです。

こちらは販売を開始しておりまして、スマートセンサ2個に対してレシーバ1個、簡易モニタソフトも含めまして19万8,000円で販売しておりますので、興味がある方はホームページから問い合わせください。
というのは、「IoTの活動をなにから進めていいのかわからない」という声が展示会などで多く寄せられたため、「こんな簡単なことで進められるよ」ということで、お悩みの方、上司にいろいろ言われている方は、こんなものを使ってまずは簡単に進めてみたらどうかなとご提案をさせていただきます。
それでは今後の取り組みです。まずはIoTでMESを実現ということです。言わずもがなですけれども、労働人口が減っていくなかで、多品種やそれから短納期、未知の変化に対応しなければいけません。
ヒトから機械・ロボットへの置き換えは必須課題でありまして、実際に本当に労働人口が減少する前に、まずはデータを蓄積するということを最初にやらなければいけないと思っています。MESをIoTで実現してBIツールによって把握したいと考えています。
また今後の取り組みの2といたしまして、人工知能の活用です。センサで情報を収集したものを機械学習で異常値・正常値を判断して、しっかり故障予測するということ。これをTMスマートゲートで進めていきたいと思っています。また、データ計測や分析、AI、こういうビジネス連携も進めて、お客様に付加価値のある提案をしていきたいと考えています。

IoT活用のためのプロセスです。東芝機械が考えるIoTのプロセスといたしましては、やはり一番最初は見ることから進めるということだと思います。
まず見ることから進めまして、見ることで気づきを得られます。気づきが得られたら、そこでモニタリングでしっかりと把握をして、今度はその内容を知った上で、分析、予知、予測ということに段階を踏んで進めていきます。
データが蓄積されれば、今そこまで来ているAIを活用して、さらに情報を活かしていくことができるでしょう。そして、お客様の経営課題を解決していけると考えております。
当社は総合機械メーカーとして長年培った技術と経験がございます。ここにIoTの技術を加えまして、当社の知見を加えた有益な情報をお客様にこれからもお届けしていきたいと考えております。
最後は、駆け足になりましたけれども、本日の私の発表がみなさまの少しでもお役に立てれば幸いでございます。以上にて私の発表を終了させていただきます。ご清聴ありがとうございました。
(会場拍手)
続きを読むには会員登録
(無料)が必要です。
会員登録していただくと、すべての記事が制限なく閲覧でき、
スピーカーフォローや記事のブックマークなど、便利な機能がご利用いただけます。
すでに会員の方はこちらからログイン
名刺アプリ「Eight」をご利用中の方は
こちらを読み込むだけで、すぐに記事が読めます!
スマホで読み込んで
ログインまたは登録作業をスキップ
関連タグ:
この記事をブックマークすると、同じログの新着記事をマイページでお知らせします
PR2026.04.07
若手社員の7割が「管理職になりたい」を選ばない 調査でわかった課題と打開策
 PR
PR2026.03.24
「成果より努力を評価してほしい」 Z世代新入社員に広がる“プロセス重視”の背景
 PR
PR2026.03.25
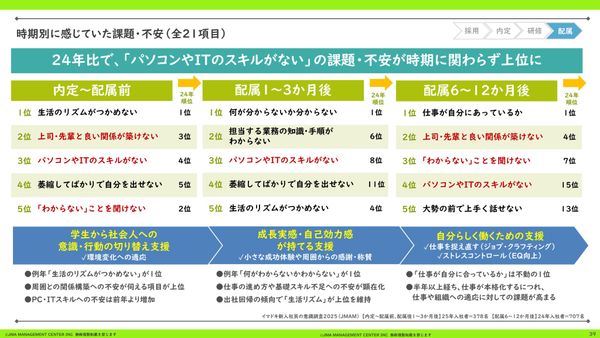
新人の配属1〜3ヶ月目は「自信がなくなるフェーズ」 部下のタイプ別育成アプローチ
 PR
PR2026.03.16
製造業の6割が警戒する自然災害 予期せぬリスクで事業を止めないための「BCP×保険」の現実解
 PR
PR2026.02.26
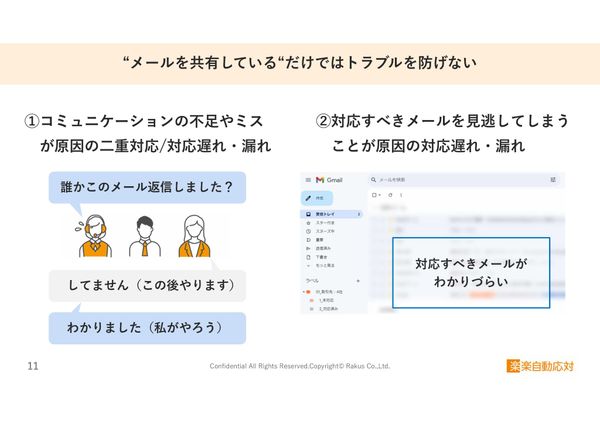
メール共有しても二重対応や漏れ・・・ コールセンターの悩みを解決する「楽楽自動応対」の4つの機能
 PR
PR2026.02.27
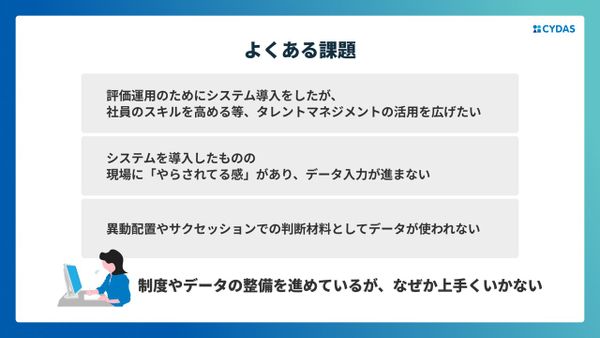
「印象評価」からの脱却 経営層や現場を巻き込む“タレントマネジメント”の正しい進め方
 PR
PR2026.02.27
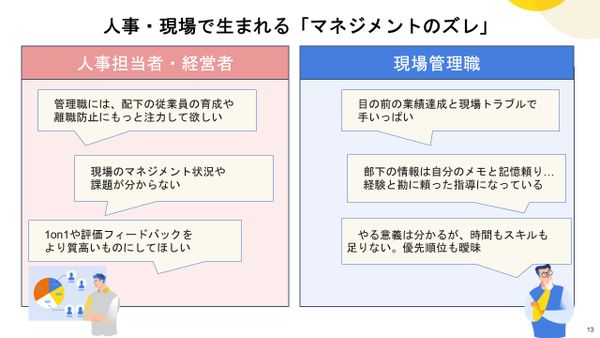
人事と現場が抱える「3つのズレ」とは 組織の成長を加速させる「タレントマネジメント」活用術
 PR
PR2026.01.19
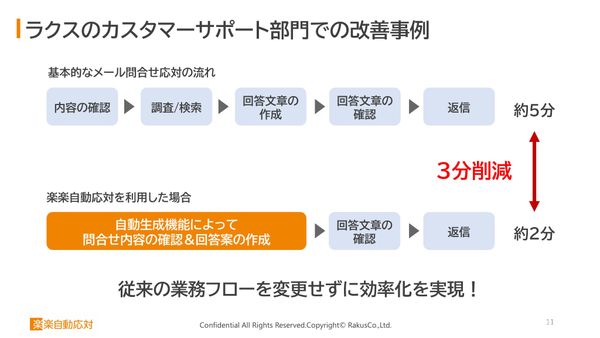
業務フローを変えずに、メール1通3分を削減 自動でAIにナレッジが貯まる問い合わせシステム「楽楽自動応対」
 PR
PR2026.01.26
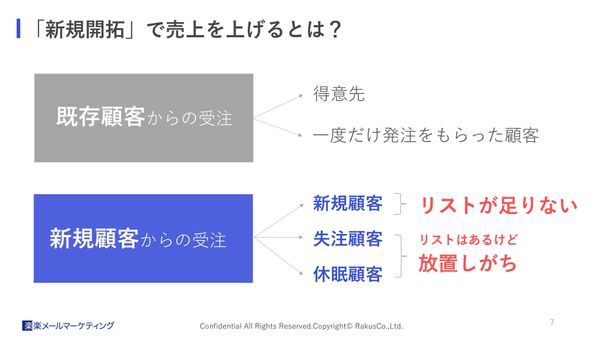
新規開拓でBtoBマーケターが直面する2つの課題 アポ獲得コストを2分の1にする、楽楽メールマーケティング活用法
 PR
PR2026.01.08
入社4年目の社員が“暗黒のExcel時代”を改革 売上金額2倍、年間110万円のコストカットを実現した方法
PR2026.04.07
若手社員の7割が「管理職になりたい」を選ばない 調査でわかった課題と打開策
PR2026.03.24
「成果より努力を評価してほしい」 Z世代新入社員に広がる“プロセス重視”の背景
PR2026.03.25
新人の配属1〜3ヶ月目は「自信がなくなるフェーズ」 部下のタイプ別育成アプローチ
PR2026.03.16
製造業の6割が警戒する自然災害 予期せぬリスクで事業を止めないための「BCP×保険」の現実解
PR2026.02.26
メール共有しても二重対応や漏れ・・・ コールセンターの悩みを解決する「楽楽自動応対」の4つの機能
PR2026.02.27
「印象評価」からの脱却 経営層や現場を巻き込む“タレントマネジメント”の正しい進め方
PR2026.02.27
人事と現場が抱える「3つのズレ」とは 組織の成長を加速させる「タレントマネジメント」活用術
PR2026.01.19
業務フローを変えずに、メール1通3分を削減 自動でAIにナレッジが貯まる問い合わせシステム「楽楽自動応対」
PR2026.01.26
新規開拓でBtoBマーケターが直面する2つの課題 アポ獲得コストを2分の1にする、楽楽メールマーケティング活用法
PR2026.01.08
入社4年目の社員が“暗黒のExcel時代”を改革 売上金額2倍、年間110万円のコストカットを実現した方法
